
SDC315 बँडने ऑपरेशन मॅन्युअल पाहिले
विशेष वर्णन
मशीन ऑपरेट करण्यापूर्वी, कोणीही हे वर्णन काळजीपूर्वक वाचले पाहिजे आणि उपकरणे आणि ऑपरेटरची सुरक्षितता तसेच इतरांची सुरक्षितता सुनिश्चित करण्यासाठी ते चांगले ठेवावे.
2.1 हे मशीन पीई, पीपी आणि पीव्हीडीएफपासून बनविलेले पाईप्स कापण्यासाठी वापरले जाते आणि ते वर्णन नसलेले साहित्य कापण्यासाठी वापरले जाऊ शकत नाही; अन्यथा मशीन खराब होऊ शकते किंवा अपघात होऊ शकतो.
2.2 स्फोटाचा संभाव्य धोका असलेल्या ठिकाणी मशीन वापरू नका
2.3 मशीन जबाबदार, पात्र आणि प्रशिक्षित कर्मचाऱ्यांनी चालवले पाहिजे.
2.4मशीन कोरड्या जागेवर चालवले जावे. पावसात किंवा ओल्या जमिनीवर वापरताना संरक्षणात्मक उपायांचा अवलंब करावा.
2.5 इनपुट पॉवर 380V±10%, 50 Hz च्या आत आहे. जर विस्तारित इनपुट लाइन वापरली असेल, तर लाइनमध्ये पुरेसा लीड विभाग असणे आवश्यक आहे.
2.6 प्रथमच वापरण्यापूर्वी टाकीमध्ये हायड्रॉलिक तेल (N46 ISO3448) भरा. तेलाचे प्रमाण टाकीच्या सुमारे 2/3 असावे.
सुरक्षितता
खालील गुण आहेतचिकटवलेमशीनला.
| सावधान, धोका! कृपया या चिन्हासह कार्य करताना किंवा जवळ असताना सावधगिरी बाळगा! |  |
| धोका, विजेचा धक्का! या चिन्हासह भागांमध्ये वीज गळतीचा धोका असू शकतो. येथे काम करताना काळजी घ्या. |  |
| सावधगिरी बाळगा, हाताला दुखापत करा |  |
३.२. सुरक्षिततेसाठी खबरदारी
मशीन चालवताना, सूचना आणि सुरक्षा नियमांचे काळजीपूर्वक पालन केले पाहिजे.
3.2.1 ऑपरेटर प्रशिक्षित आणि कुशल कर्मचारी असावा.
3.2.2 सुरक्षेसाठी आणि मशीनच्या विश्वासार्हतेसाठी दरवर्षी मशीनची पूर्ण तपासणी आणि देखभाल करा.
3.2.3 पॉवर: वीज वितरण बॉक्समध्ये संबंधित वीज सुरक्षा मानकांसह ग्राउंड फॉल्ट इंटरप्टर असणे आवश्यक आहे.
अर्थिंग: संपूर्ण साइटवर समान ग्राउंड वायर सामायिक केले पाहिजे आणि ग्राउंड कनेक्शन सिस्टम व्यावसायिक लोकांद्वारे पूर्ण आणि चाचणी केली पाहिजे.
3.2.4 मशीनचे स्टोरेज:
कमीतकमी धोक्यांसाठी सर्व उपकरणे खालीलप्रमाणे चालविली पाहिजेत:
※ इलेक्ट्रोफोरस भागांना स्पर्श करू नका
※ डिस्कनेक्ट करण्यासाठी केबल बंद ठेवण्यास मनाई करा
※ केबल्सवर जड किंवा तीक्ष्ण वस्तू ठेवू नका आणि केबलचे तापमान मर्यादित तापमानात नियंत्रित करा (70℃)
※ ओल्या वातावरणात काम करू नका. खोबणी आणि शूज कोरडे आहेत का ते तपासा.
※ मशीनला स्प्लॅश करू नका
3.2.5 वेळोवेळी मशीनची इन्सुलेशन स्थिती तपासा
※ केबल्सचे इन्सुलेशन विशेषत: बाहेर काढलेले पॉइंट तपासा
※ टोकाच्या स्थितीत मशीन चालवू नका.
※ ग्राउंड फॉल्ट इंटरप्टर किमान दरमहा चांगले काम करते का ते तपासा.
※ पात्र कर्मचाऱ्यांद्वारे मशीनचे अर्थिंग तपासा
3.2.6 मशीन काळजीपूर्वक स्वच्छ करा
※ इन्सुलेशनला सहजपणे नुकसान करणारी सामग्री वापरू नका (जसे की गॅस, अपघर्षक आणि इतर सॉल्व्हेंट्स)
※काम पूर्ण करताना वीज खंडित केली पाहिजे.
वर नमूद केलेले केवळ पालन केले तर खबरदारी चांगली कार्य करू शकते.
३.२.७आणीबाणी थांबा
कोणतीही अनपेक्षित स्थिती उद्भवल्यास, कृपया मशीन थांबवण्यासाठी ताबडतोब "इमर्जन्सी स्टॉप" दाबा. समस्या सोडवल्यानंतर मशीन पुन्हा सुरू करण्यासाठी इमर्जन्सी स्टॉप घड्याळाच्या दिशेने वळवा.
३.२.८ भागांची घट्टपणा:पाईप्स योग्य आणि घट्टपणे निश्चित केले आहेत का ते तपासा. तो इजा ऑपरेटर खाली सरकता येणार नाही याची खात्री करा
3.2.9 कर्मचारीकाम करताना सुरक्षा
दागिने आणि अंगठ्या काढून टाका आणि सैल-फिटिंग कपडे घालू नका शूज लेस, लांब मिशा किंवा लांब केस घालणे टाळा जे मशीनमध्ये अडकले जाऊ शकतात.
३.२.१०साइट स्वच्छ आणि नीटनेटका ठेवाy
गर्दी, घाणेरडी आणि गोंधळलेली साइट काम करण्यास अनुकूल नाही, म्हणून साइट स्वच्छ आणि नीटनेटके ठेवणे महत्वाचे आहे.
3.2.11 अप्रशिक्षित व्यक्तीला कधीही मशीन चालवण्याची परवानगी देऊ नये.
3.3 संभाव्य धोके
3.3.1 बँड पाहिले
हे मशीन फक्त व्यावसायिक व्यक्ती किंवा प्रशिक्षित कर्मचारी चालवतात, अन्यथा अवांछित अपघात होऊ शकतो.
3.3.2 ब्लेड पाहिले
चालू असलेल्या सॉ ब्लेडला कधीही स्पर्श करू नका, अन्यथा इजा होऊ शकते
3.3.3 कटिंग
कापण्यापूर्वी, वाहतूक करताना पाईप्सच्या बाहेरील वाळू किंवा पाईपमध्ये साचलेली इतर ड्राफ्ट स्वच्छ करा. हे सॉ ब्लेडचे अवांछित नुकसान किंवा इतर अपघात टाळू शकते
लागू श्रेणी आणि तांत्रिक मापदंड
| प्रकार | SDC - 315 |
| कापण्यासाठी साहित्य | पीई, पीपी, पीव्हीडीएफ |
| कमाल कटिंग क्षमता | 315 मिमी |
| कटिंग कोन | 0°~67.5° |
| कोनाची अयोग्यता | ≤1° |
| सॉ ब्लेडचा रेषेचा वेग | 230 मी/मिनिट |
| पर्यावरण तापमान | -5-45℃ |
| वीज पुरवठा | 380 V±10 % |
| वारंवारता | 50 Hz |
| एकूण प्रवाह | 5A |
| एकूण शक्ती | ३.७ किलोवॅट |
| मोटार चालवणे | २.२ किलोवॅट |
| हायड्रोलिक युनिट मोटर | 1.5 किलोवॅट |
| इन्सुलेशन प्रतिकार | >1MΩ |
| कमाल हायड्रॉलिक दबाव | 6 MPa |
| एकूण वजन (किलो) | 1100 |
वर्णने
कोपर, टी आणि क्रॉस बनवताना सेट अँगलनुसार पीई पाईप्स कापण्यासाठी बँड सॉचा वापर केला जाऊ शकतो, जेणेकरून मशीनमध्ये उच्च कार्यक्षमतेची वैशिष्ट्ये आणि सामग्रीचा वापर दर आहे.
5.1 भागांचे वर्णन

| 1. चेतावणी डिव्हाइस | 2. तणाव चाक | 3.कोन स्केल | 4. नियंत्रण बॉक्स |
| 5. स्तर समायोजक | 6. 67.5° आसन | 7. उपकरण निश्चित करा | 8.सॉ बॉक्स |
5.2 ऑपरेशन पॅनेल
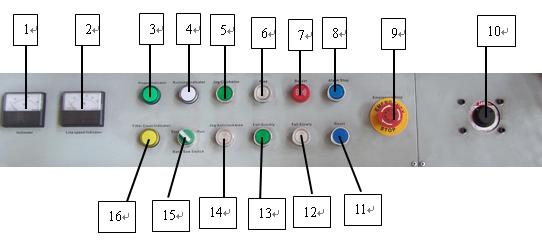
| 1. व्होल्टमीटर | 2. लाइन स्पीड इंडिकेटर | 3. पॉवर इंडिकेटर | 4. रनिंग इंडिकेटर |
| 5. घड्याळाच्या दिशेने जॉग करा | 6. उदय | 7. बजर | 8. अलार्म थांबवा |
| 9. आपत्कालीन थांबा | 10. फीड गती समायोजक | 11. रीसेट करा | 12. हळूहळू पडणे |
| 13. लवकर पडणे | 14. घड्याळाच्या विरुद्ध दिशेने धावणे | 15. बँड सॉ स्विच | 16. तेल पंप कार्यरत सूचक |
स्थापना
6.1 उचल आणि स्थापना
6.1.1 स्थापना करताना फोर्कलिफ्ट वापरल्यास, तेलाच्या नळी किंवा सर्किटला नुकसान होऊ नये म्हणून मशीनच्या तळापासून काटा काळजीपूर्वक घाला.
6.1.2 मशीन ठेवताना, लेव्हल ऍडजस्टर समायोजित करून मशीन स्थिर आणि पातळी ठेवली पाहिजे
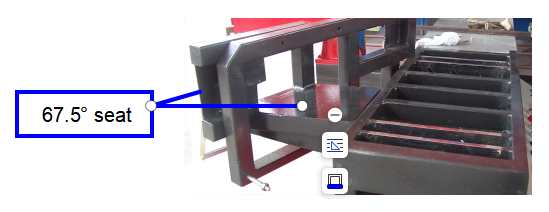
6.1.3 हे मानक मशीन 0~67.5° कोन कापू शकते, जर 45° च्या आत कोन आवश्यक असेल, तर काम करण्यापूर्वी 67.5° आसन काढून टाकले पाहिजे.
ऑपरेशन
7.1 सुरू होत आहे
7.1.1 मशीन पॉवर करा, आणि पॉवर इंडिकेटर चालू असणे आवश्यक आहे (चालू नसल्यास, कनेक्शन चुकीचे आहे).
7.2 ऑपरेशन पॅनेलच्या उजवीकडे फीड स्पीड ऍडजस्टर फिरवून वर आणि खाली हलणाऱ्या सॉ बॉक्सची चाचणी.
7.3 सॉ ब्लेडची चालणारी दिशा तपासण्यासाठी "घड्याळाच्या दिशेने जॉग करा" आणि "काट्याच्या दिशेने जॉग करा" बटण दाबा. जर ते चुकीच्या दिशेने फिरत असेल तर, वीज पुरवठ्याशी जोडलेल्या कोणत्याही दोन जिवंत तारांमधील कनेक्शनची देवाणघेवाण करा.
7.4कटिंग ऑपरेशन
7.4.1 अँगल लॉकिंग स्क्रू सैल करा, सॉ ब्लेड बॉक्सला हाताने आवश्यक कोनात ढकलून द्या (आवश्यक कोनानुसार), आणि अँगल लॉकिंग स्क्रू बांधा.
7.4.2 करवतीचा दात पाईप्सच्या वर आहे याची खात्री करण्यासाठी सॉ ब्लेड बॉक्सला उंचीवर वाढवा (कापल्या जाणाऱ्या पाईपच्या व्यासाद्वारे निर्धारित).
7.4.3 कटिंग टयूबिंग वर्क टेबलवर ठेवा, कटिंगची स्थिती समायोजित करा आणि लॉकिंग डिव्हाइसद्वारे नायलॉन बेल्टसह पाईप निश्चित करा.
7.4.4 सॉ ब्लेड सुरू करा, जेव्हा सॉ ब्लेडने निर्दिष्ट गती प्राप्त केली (रनिंग इंडिकेटर चमकेल), फीड स्पीड ऍडजस्टरला सॉ बॉक्स हळूहळू खाली पडण्यासाठी चालू करा. पाईपच्या व्यास आणि जाडीनुसार घसरण्याचा वेग नियंत्रित केला पाहिजे.
7.4.5 कटिंग पूर्ण होत असताना, सॉ ब्लेड ब्लॉक होऊ नये म्हणून कृपया पाईप कट दाबून ठेवा.
7.4.6 कटिंग करताना कोणतीही विकृती आढळल्यास आपत्कालीन बटण दाबा. समस्या सोडवल्यानंतर मशीन पुन्हा सुरू करण्यासाठी इमर्जन्सी स्टॉप घड्याळाच्या दिशेने वळवा..
7.4.7 सॉ ब्लेड कमी मर्यादित स्थितीत पोहोचल्यावर आपोआप थांबेल
७.४. 8 कटिंग पूर्ण करताना कट पाईप काढा आणि पुन्हा कट करा.
७.४. 9 हे मानक मशीन 0~67.5° कोन कापू शकते, जर 45° च्या आत कोन आवश्यक असेल, तर पाईप्सवर काम करण्यापूर्वी 67.5° सीट काढून टाकले पाहिजे, खालीलप्रमाणे दाखवले आहे:
खबरदारी:
1) कन्व्हर्टरचे संरक्षण करण्यासाठी पॉवर बंद केल्यानंतर 30 मिनिटांत मशीनला पुन्हा पॉवर करा.
2) सुरक्षिततेची खात्री करण्यासाठी संपूर्ण मशीनवर माती असणे आवश्यक आहे
3) विद्युत घटकांची तपासणी आणि देखभाल व्यावसायिक व्यक्तीने केली पाहिजे
दोष आणि उपाय
कृपया भागांची देखभाल किंवा पुनर्स्थित करताना संलग्न साधने, सुटे भाग किंवा सुरक्षा प्रमाणपत्रासह इतर साधने वापरा. सुरक्षा प्रमाणपत्राशिवाय साधने आणि सुटे भाग वापरण्यास मनाई आहे.
तक्ता.1 यांत्रिक बिघाड
| आयटम | वर्णन | विश्लेषण | उपाय |
| 1 | बँड पाहिले ब्लेड जाम आहे | 1. रोटरी सीटचा कोन घट्ट लॉक केलेला नाही. 2. बँड सॉ ब्लेड घट्ट ताणलेला नाही. 3. सॉ ब्लेड खूप हळू चालते किंवा सॉ ब्लेड खूप लवकर खाली पडतात | 1. कोन लॉकिंग डिव्हाइस बांधा. 2. बँड सॉ ब्लेडला ताण देण्यासाठी टेंशन रोलरचे नियमन करा. 3. घसरण्याचा वेग कमी करा आणि सॉ ब्लेडचा उच्च रेषेचा वेग समायोजित करा. |
| 2 | बँड पाहिले ब्लेड थेंब | 1. सॉ ब्लेड धारक चांगले समायोजित केले गेले नाहीत. 2. बँड सॉ ब्लेड तणावग्रस्त नाही. 3. सॉ ब्लेड चाक सैल केले आहे. 4. ओव्हरफ्लो वाल्व्हचा कोर अवरोधित आहे | 1. बँड सॉ ब्लेडला इष्टतम स्थितीत निश्चित करण्यासाठी सॉ ब्लेड धारक समायोजित करा. 2. बँड सॉ ब्लेडला ताण देण्यासाठी टेंशन रोलर समायोजित करा. 3. सॉ ब्लेड चाक घट्ट बांधा. 4. ओव्हरफ्लो व्हॉल्व्हचा कोर साफ करा |
तक्ता.2 हायड्रोलिक प्रणाली दोष
| आयटम | वर्णन | कारणे | उपाय |
| 1 | तेल पंपाची मोटर काम करत नाही | 1. संपर्ककर्ता बंद नाही 2. अंतर्गत ओळी डिस्कनेक्ट केल्या आहेत 3. मोटर दोष आहे. | 1. कॉन्टॅक्टर तपासा; 2. कनेक्शन किंवा प्लग तपासा. 3. मोटरची तपासणी आणि दुरुस्ती. |
| 2 | सिस्टममध्ये दबाव नाही आणि पंपमध्ये मोठा आवाज | 1. तेल पंप मोटरच्या रोटेशनची दिशा योग्य नाही; 2. मोटर आणि ऑइल पंपचे कपलर डिस्कनेक्ट झाले आहे 3. तेल अपुरे किंवा खूप गलिच्छ आहे. | 1. ते घड्याळाच्या उलट दिशेने फिरले पाहिजे; 2. युग्मक तपासा; 3. तेल भरा किंवा बदला; |
| 3 | मुख्य सिलेंडरचा उचलण्याचा वेग खूप जलद किंवा खूप मंद आहे | 1. सिस्टम दाब खूप जास्त किंवा कमी आहे; 2. थ्रॉटल वाल्व अयोग्यरित्या समायोजित केले आहे; 3. नियंत्रण करण्यायोग्य गाल वाल्व अयोग्यरित्या समायोजित केले आहे. | 1. सिस्टम प्रेशर समायोजित करा; 2. थ्रोटल वाल्व समायोजित करा; 3. एकल दिशा वाल्व समायोजित करा. |
| 4 | दाब जास्त प्रमाणात समायोजित केला जाऊ शकत नाही किंवा दाब चढउतार खूप मोठा आहे | 1. ओव्हरफ्लो वाल्व कोर अवरोधित आहे 2. तेल फिल्टर अवरोधित आहे. 3. ओव्हरफ्लो वाल्व कोर अवरोधित आहे | 1. ओव्हरफ्लो वाल्व डिस्कनेक्ट करा आणि धुवा किंवा बदला 2. तेल फिल्टर धुवा. 3 .ओव्हरफ्लो व्हॉल्व्ह कोर वेगळे करा आणि स्वच्छ करा. |
सर्किट आणि हायड्रोलिक युनिट आकृती
9.1 सर्किट युनिट आकृती (परिशिष्टाचा संदर्भ)
9.2 हायड्रोलिक युनिट आकृती (परिशिष्टाचा संदर्भ)





